ВЫСОКОСКОРОСТНЫЕ ПРЕЦИЗИОННЫЕ ДИНАМИЧЕСКИ СБАЛАНСИРОВАННЫЕ ШПИНДЕЛИ
Отвечают всем требованиям автоматизированного современного производства, проходят обязательную предварительную обкатку перед установкой на станок, маркировку, балансировку. Шпиндели собраны на базе самых точных в мире подшипников известной фирмы NACHI (Япония).
МАССИВНЫЕ ПРИЖИМНЫЕ ПЛИТЫ
Установлены перед и после верхнего шпинделя и исключают вероятность заклинивания заготовок.
ПНЕВМАТИЧЕСКОЕ УПРАВЛЕНИЕ ПРИЖИМАМИ
Станок оснащен регуляторами с помощью которых управляются все прижимы (ролики). Это обеспечивает безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка усилия прижима каждой группы прижимов роликов производится быстро и удобно с центрального пульта управления, при этом нет необходимости открывать защитное ограждение.
ИНВЕРТОР
Станок оснащен бесступенчатой регулировкой скорости подачи. Мощность привода двигателя подачи - 5,5 кВт
СМАЗКА РАБОЧЕГО СТОЛА
На стол в ручном режиме подается смазка с помощью насоса. Смазка необходима для снижения усилия на систему подачи, повышение качества заготовок за счет исключения налипания смолы и стружки.
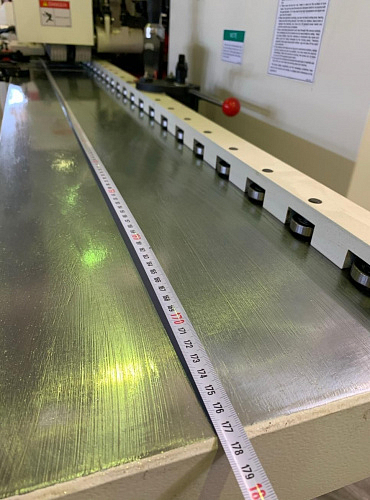
ХРОМИРОВАННЫЙ ПОДАЮЩИЙ СТОЛ
Стол длиной почти 1800 мм покрыт хромом для повышения износостойкости.
Чугунная массивная литая станина, прошедшая точную механическую обработку за 1 установку
А также специальную термическую обработку для снятия внутренних напряжений металла. Инновационная технология гарантирует максимальную жесткость, стабильность и долговечность станины, полностью исключает возможность возникновения вибрации даже при работе на высоких скоростях подачи или обработке массивных заготовок.
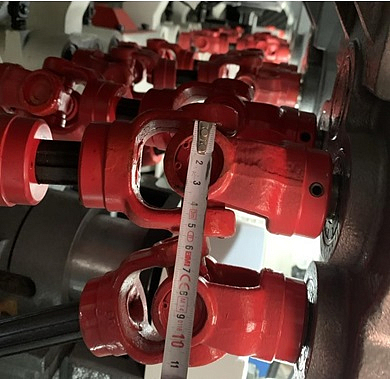
УСИЛЕННЫЕ КРЕСТОВИНЫ КАРДАНОВ И МАССИВНЫЕ ЛИТЫЕ РЕДУКТОРЫ
Станок обладает колоссальным запасом прочности для максимальных нагрузок и режимов работы.
ЭЛЕКТРОКОМПОНЕНТЫ
В станке применяются электрокомпоненты ведущего мирового производителя – SIEMENS и SCHNEIDER.
ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИ УЗЛОВ
Станок оснащен насосом для дистанционной смазки всех направляющих и трущихся элементов станка.
Автоматическая смазка рабочего стола по таймеру
На стол в автоматическом режиме подается смазка через заданные промежутки времени. Смазка необходима для снижения усилия на систему подачи, повышение качества заготовок за счет исключения налипания смолы и стружки.
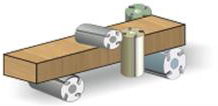
НАДЕЖНАЯ СИСТЕМА ПОДАЧИ И ФИКСАЦИИ ПИЛОМАТЕРИАЛА
Система фиксации состоит из приводных роликов (расположенных как в столе, так и над столом. В столе станка расположены до 2 приводных ролика специального исполнения под пазы заготовок Необходимы для протяжки заготовок на высоких скоростях подачи, а также массивных заготовок естественной влажности.
БОКОВОЙ РОЛИКОВЫЙ ПРИЖИМНОЙ БЛОК
2 блока установлены перед первым горизонтальным и напротив правого вертикального шпинделя, обеспечивает оптимальное прилегание заготовки к направляющей линейке, исключая вероятность получения брака, а также позволяет обработать изделия небольшого сечения.
УВЕЛИЧЕННАЯ ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЕЙ 8000 ОБ/МИН
Необходима для обработки твердых пород древесины на высоких скоростях подачи.
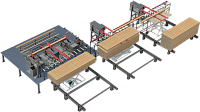
ЦЕПНОЕ ПОДАЮЩЕ УСТРОЙСТВО
Станок оснащен цепным подающим устройством для обеспечения непрерывной подачи заготовок встык. К данному подающему устройству можно присоединить:
1. BFD400 x 1.5M + BFD 200 x 3M – ленточные конвейеры
или
2. СИСТЕМА ПОДАЧИ ДЛЯ КОРОТКИХ ЗАГОТОВОК ЦЕНТРОБЕЖНОГО ТИПА
Позволяет в непрерывном режиме осуществлять подачу коротких заготовок разной длины.
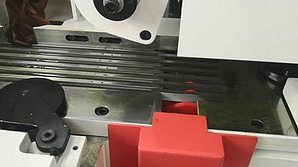
ГРАВИРОВАННЫЙ СТОЛ МЕЖДУ НИЖНИМИ ШПИНДЕЛЯМИ
Позволяет достигать высокой точности строгания коротких заготовок благодаря жесткой фиксации заготовок параллельно вертикальным шпинделем.