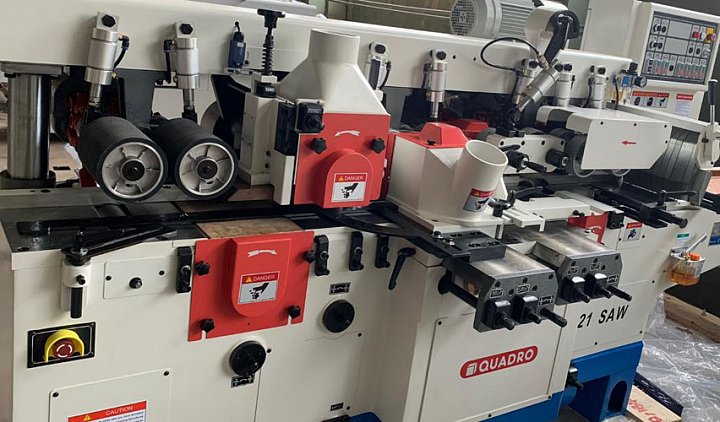
ЧУГУННАЯ МАССИВНАЯ ЛИТАЯ СТАНИНА, ПРОШЕДШАЯ ТОЧНУЮ МЕХАНИЧЕСКУЮ ОБРАБОТКУ ЗА 1 УСТАНОВ
А также специальную термическую обработку для снятия внутренних напряжений металла. Инновационная технология гарантирует максимальную жесткость, стабильность и долговечность станины, полностью исключает возможность возникновения вибрации даже при работе на высоких скоростях подачи или обработке массивных заготовок.
УСИЛЕННЫЕ КРЕСТОВИНЫ КАРДАНОВ И МАССИВНЫЕ РЕДУКТОРЫ
Станок обладает колоссальным запасом прочности для максимальных нагрузок и режимов работы.
ВЫСОКОСКОРОСТНЫЕ ПРЕЦИЗИОННЫЕ ДИНАМИЧЕСКИ СБАЛАНСИРОВАННЫЕ ШПИНДЕЛИ
Отвечают всем требованиям автоматизированного современного производства, проходят обязательную предварительную обкатку перед установкой на станок, маркировку, балансировку. Шпиндели собраны на базе самых точных в мире подшипников известной фирмы NACHI (Япония).
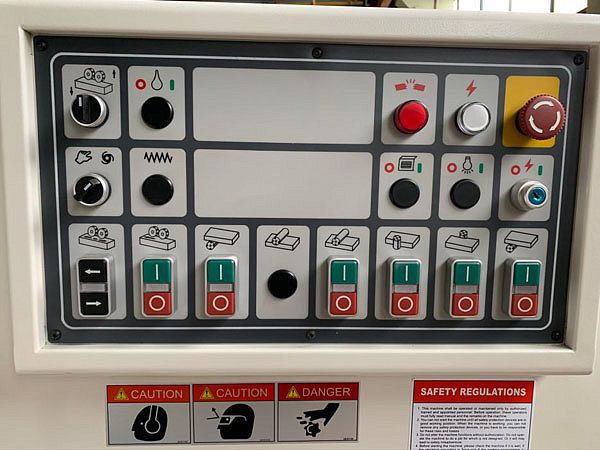
ЭЛЕКТРОКОМПОНЕНТЫ
В станке применяются электрокомпоненты ведущего мирового производителя – SIEMENS и SCHNEIDER.
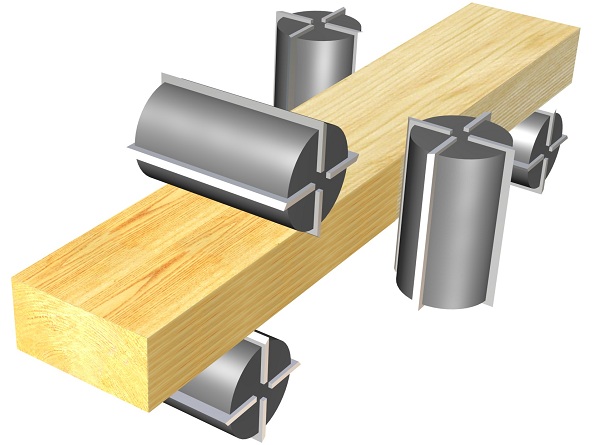
НАДЕЖНАЯ СИСТЕМА ПОДАЧИ И ФИКСАЦИИ ПИЛОМАТЕРИАЛА
Система фиксации состоит из оптимального количества приводных роликов (расположенных как в столе, так и над столом). В столе станка расположены 2 приводных ролика. Необходимы для протяжки заготовок на высоких скоростях подачи, а также массивных заготовок естественной влажности.
КЛИНОВЫЕ РЕМНИ
Установлены перед и после верхних шпинделей и исключают вероятность заклинивания заготовок на высоких скоростях подачи.
МАССИВНЫЕ ПРИЖИМНЫЕ ПЛИТЫ
Установлены перед и после верхних шпинделей и исключают вероятность заклинивания заготовок на высоких скоростях подачи.
БОКОВОЙ РОЛИКОВЫЙ ПРИЖИМНОЙ БЛОК
2 блока установлены перед первым горизонтальным и напротив правого вертикального шпинделя, обеспечивает оптимальное прилегание заготовки к направляющей линейке, исключая вероятность получения брака, а также позволяет обработать изделия небольшого сечения.
КОГТЕВАЯ ЗАЩИТА
Когтевая защита на входе станка препятствует выбросу заготовки и обеспечивает повышенную безопасность работы на станке.
ПНЕВМАТИЧЕСКОЕ УПРАВЛЕНИЕ ПРИЖИМАМИ
Станок оснащен регуляторами с помощью которых управляются все прижимы (ролики). Это обеспечивает безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка усилия прижима каждой группы прижимов роликов производится быстро и удобно с центрального пульта управления, при этом нет необходимости открывать защитное ограждение.
ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИ УЗЛОВ
Станок оснащен двумя насосами для дистанционной смазки всех направляющих и трущихся элементов станка.
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЕЙ 6800 ОБ/МИН
Необходима для увеличения производительности с сохранением высокого качества продукции.
ВАРИАТОР
Станок оснащен бесступенчатой регулировкой скорости подачи от 8 до 33 м/мин.
СМАЗКА РАБОЧЕГО СТОЛА
На стол в ручном режиме подается смазка через с помощью насоса. Смазка необходима для снижения усилия на систему подачи, повышение качества заготовок за счет исключения налипания смолы и стружки.
ХРОМИРОВАННЫЙ ПОДАЮЩИЙ СТОЛ
Стол покрыт хромом для повышения износостойкости.
ДОПОЛНИТЕЛЬНЫЙ РАБОЧИЙ СТОЛИК И ПРИЖИМ В БАЗОВОМ КОМПЛЕКТЕ СО СТАНКОМ
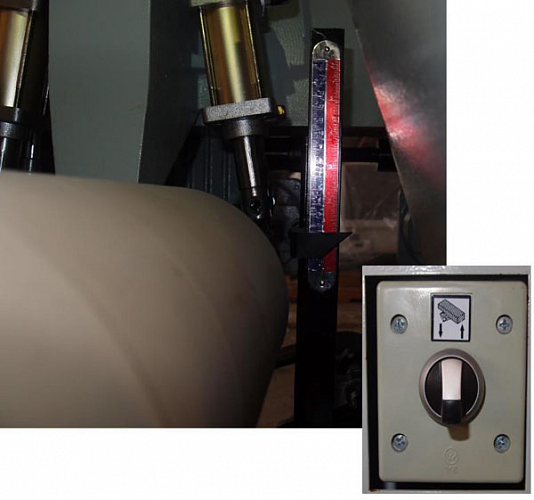
ЭЛЕКТРОМЕХАНИЧЕСКАЯ НАСТРОЙКА ПИЛЬНОГО УЗЛА
Для удобства и быстроты наладки пильный узел настраивается при помощи пульта, расположенного на передней панели станка.
ИНВЕРТОР
Станок оснащен бесступенчатой регулировкой скорости подачи от 8 до 33 м/мин.
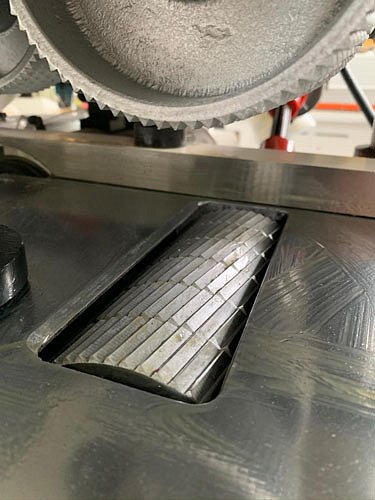
ОХЛАЖДЕНИЕ ПИЛ
Для эффективного охлаждения пил во время работы станок оснащен отдельным штуцером для подключения воды для охлаждения. К данному штуцеру подключается шланг с внутренним диаметром Ø 12. Путем регулировки степени открытия регулировочного клапана можно регулировать объем воды, подаваемой в полый пильный вал. При включении двигателя подачи электромагнитный клапан штуцера автоматически открывается, и вода поступает внутрь полого пильного вала. При вращении вала вода выбрасывается на пилы, за счет чего достигается их охлаждение. При обработке сухих заготовок пользователю рекомендуется использовать охлаждение воздухом, для этого к тому же штуцеру подключается источник холодного воздуха. Такой способ охлаждения эффективно продлевает срок службы пил.











")
")